Из чего складывается
качество продукции?
- Качественное сырье.
- Высокотехнологичное сертифицированное оборудование.
- Квалифицированный персонал.
- Контроль на всех этапах производства.
Роботизированный сварочный комплекс Fanuc
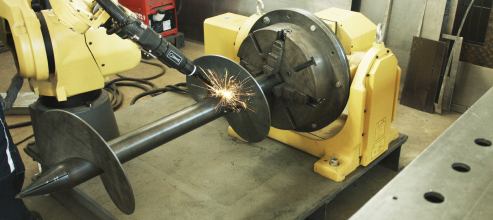
Экспериментальный программируемый сварочный комплекс используется для создания неразъемных
соединений разного вида с применением дуговой сварки.
2
2
3
3
4
4
5
5
Склад сырья

Контроль качества хранения гарантирует сохранность сырья и комплектующих.
7
7
8
8
9
9
10
10
11
11
12
12
13
13
14
14
15
15
16
16
17
17
18
18
Мастер
Осуществляет техническую подготовку производства, производственный учет
операционно-производственный контроль, а также координирует действия сотрудников
производства.
Склад сырья

Контроль качества хранения гарантирует сохранность сырья и комплектующих.
21
21






")


/6-500(8)/6-159(5)/7000К")







